

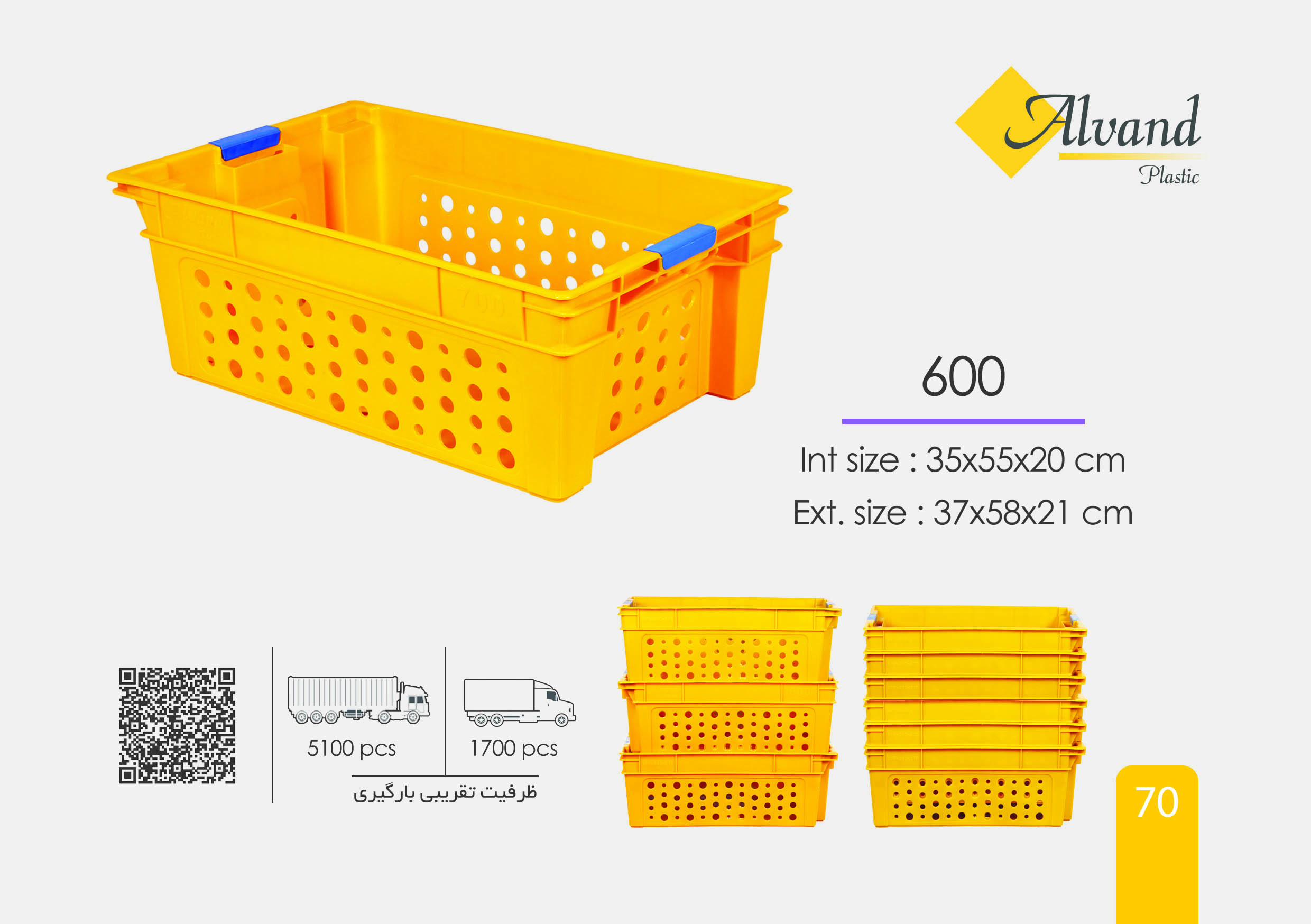
قیمت سبد میوه پلاستیکی و سبده های صنعتی پلاستیکی
زنجیره بازیافت سبد های پلاستیکی در صنایع محتلف
1. قالب تزریق چیست و نحوه استفاده از آن در فرآیند تزریق پلاستیک
قالب تزریق روشی برای به دست آوردن محصولات قالب دار با تزریق مواد پلاستیکی است که توسط گرما ذوب و به داخل قالبهدایت شده است ، و سپس خنک و به حالت جامد درآمده است.
این روش برای تولید انبوه محصولات با اشکال پیچیده مناسب است و نقش زیادی در زمینه تولید مصنوعات پلاستیک دارد.
فرآیند تزریق پلاستیک
فرآیند تزریق به 6 مرحله اصلی تقسیم می شود.
1. بستن قالب بر روی دستگاه
2. شروع فرآیند تزریق
3. توقف کوتاه برای بار گیری
4. خنک کننده : خنة کنندگی قالب و روعن هیدرولیک توسط چیلرهای صنعت
5. باز کردن قالب : باز شدن اتوماتيك قالب پس از اتمام فرآیند تزرق
6. توقف : خروج کالا تزرق شده به دو صورت توسط قرون های قالب به صورت اتوماتيک و یا به صورت دستی توسط اوپراتور
این روند همانطور که در بالامشخص شده است انجام می شود و با تکرار چرخه می توان محصولات نظیر سبد میوه و سبد صنعتی را به صورت متوالی انجام داد.
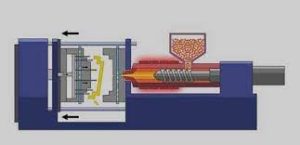
2. دستگاه تزریق
دستگاه قالب گیری تزریق به 2 واحد یعنی یک واحد بستن و یک واحد تزریق تقسیم می شود.
قدم اول بستن در حال باز شدن و بسته شدن قالب و بیرون کشیدن محصولات است. 2 نوع روش بستن وجود دارد ، یعنی نوع ضامن و نوع هیدرولیک مستقیم که در آن یک قالب به طور مستقیم باز شده و با یک استوانه هیدرولیک بسته می شود کاربردهای جداگانه دارند.
قدم دوم واحد تزریق این است که پلاستیک را با گرما ذوب کرده و سپس پلاستیک مذاب را در قالب تزریق کنید.
پیچ برای ذوب شدن پلاستیک معرفی شده از قیف و جمع آوری پلاستیک مذاب در جلوی پیچ (که به آن اندازه گیری می شود) می چرخد. پس از جمع شدن مقدار مورد نیاز پلاستیک مذاب ، فرآیند تزریق شروع می شود. این در حالی است که پلاستیک مذاب در قالب جریان دارد ، دستگاه سرعت حرکت پیچ یا سرعت تزریق را کنترل می کند. از طرف دیگر ، فشار را پس از پر کردن پلاستیک های مذاب در داخل حفره ها را کنترل می کند.
موقعیت کنترل سرعت به کنترل فشار در نقطه ای تنظیم می شود که یا موقعیت پیچ یا فشار تزریق به یک مقدار ثابت خاص برسد.
3. قالب
قالب یک بلوک فلزی توخالی است که پلاستیک مذاب از یک شکل ثابت خاص است که به آن تزریق می شود. اکه دارهای سوراخ های زیادی برای کنترل دما با استفاده از آب ، روغن یا بخاری در بلوک وجود دارد.
پلاستیک مذاب به داخل قالب جریان می یابد و حفره ها را از طریق دونده ها و دروازه ها پر می کند. سپس قالب پس از فرآیند خنک کنندگی باز می شود و میله دستگاه قالب گیری تزریق ، صفحه اگزکتور قالب را برای بیرون کشیدن بیشتر قالب ها سوق می دهد.
4. قالب گیری
یک قالب شامل یک اسپری برای معرفی رزین مذاب ، یک دونده برای هدایت آن به حفره ها و محصولات است. از آنجا که به دست آوردن تنها یک محصول توسط یک شات بسیار ناکارآمد است ، یک قالب معمولاً برای داشتن چندین حفره با یک راگا طراحی شده است تا بتوان بسیاری از محصولات را با یک شات تهیه کرد.
اگر طول راگاها به هر حفره در این حالت متفاوت باشد ، ممکن است حفره ها به طور همزمان پر نشوند ، به طوری که ابعاد ، یا خصوصیات قالب ها اغلب مختلف هستند. بنابراین راگا معمولاً به گونه ای طراحی شده است که طول یکسان از اسپری تا هر حفره وجود داشته باشد.
5- استفاده از مواد گرانول شده در فرآیند تزریق
راگاها گاهی اوقات دور ریخته می شوند ، اما در موارد دیگر آنها به طور ریز و درشت هستند و به عنوان مواد برای قالب گیری دوباره مورد استفاده قرار می گیرند. این مواد به مواد بازیافت شده آسیابی معروف است.
مواد گرانول شده صرفاً به عنوان مواد برای قالب گیری مورد استفاده قرار نمی گیرند بلکه معمولاً پس از ترکیب با مواد گرانول شده مورد استفاده قرار می گیرند ، زیرا احتمال تغییر در خصوصیات مختلف پلاستیک به دلیل فرآیند قالب بندی اولیه وجود دارد. حداکثر حد مجاز برای نسبت مواد گرانول شده حدود 30 ٪ است ، زیرا نسبت بیش از حد مواد گرانولی شده ممکن است خواص اصلی پلاستیک های مورد استفاده را خراب کند.
6. وضعیت قالبدر هنگام فرآیند تزریق پلاستیک
قالب گیری با دمای سیلندر ، سرعت تزریق ، دمای قالب و غیره است. برای به دست آوردن قالب های مورد نیاز در یک دستگاه قالب گیری تنظیم شده است و تعداد ترکیبات شرایط بیشمار است. بسته به شرایط انتخاب شده ، ظاهر ، ابعاد و خصوصیات مکانیکی محصولات قالب به طور قابل توجهی تغییر می کند.
بنابراین ، برای انتخاب مناسب ترین شرایط قالب ، فناوری و تجربه خوب مورد نیاز است. همچنین شرایط قالب بندی استاندارد برای مواد های مختلف متفاوت است
{kind=link}